Проточна бушилица од волфрамовог карбида



Презентација производа
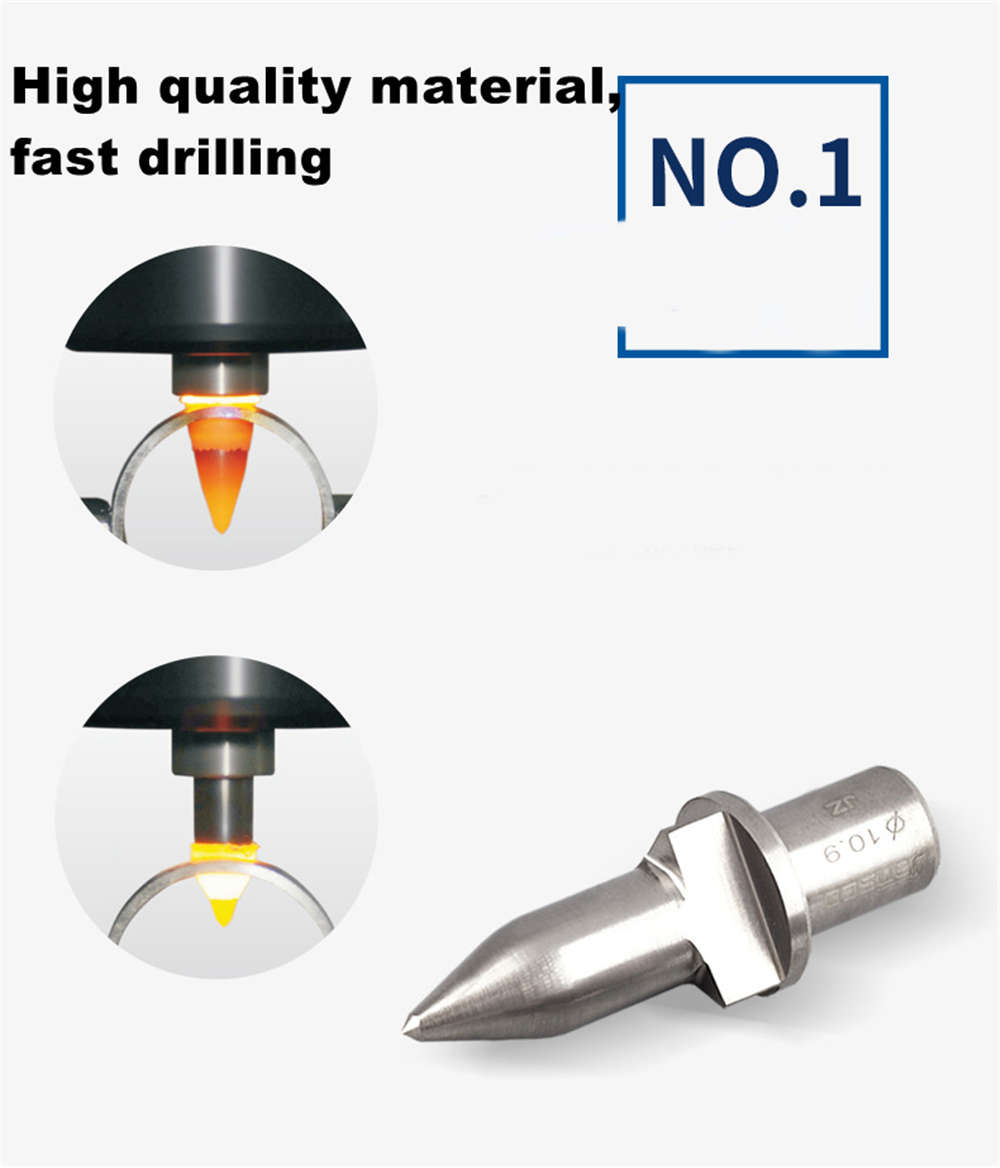
Принцип бушења топлог топљења
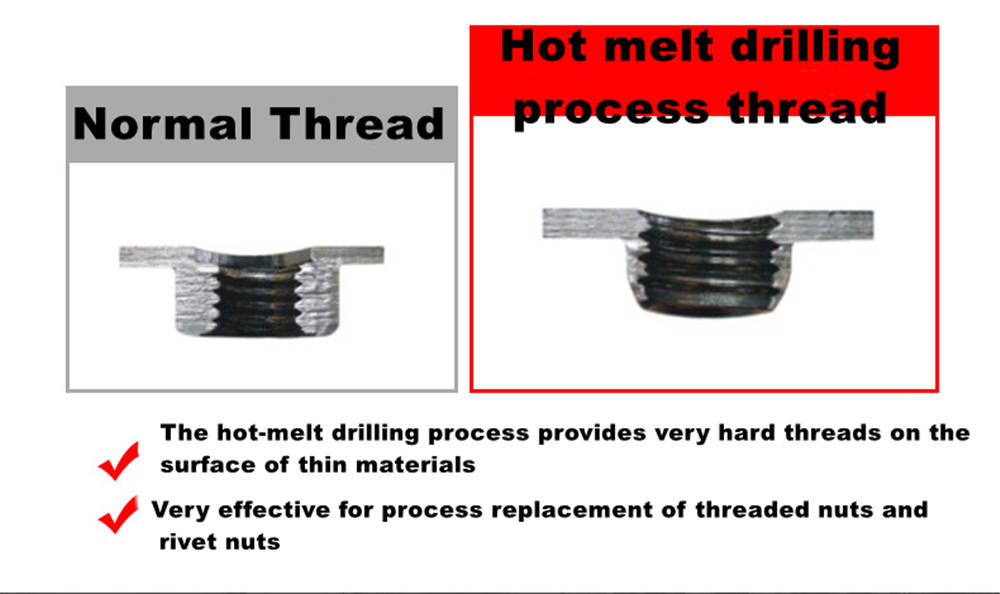
Бушилица за топљење ствара топлоту великом брзином ротације и аксијалним притиском да би пластификовала и заменила материјал. Истовремено, он пробија и формира чахуру отприлике 3 пута већу од дебљине сировог материјала, и екструдира и удара кроз славину да би је направио на танком материјалу. Високопрецизни навоји високе чврстоће.
Препорука за употребу у радионицама
Први корак: пластифицирање материјала великом брзином ротације и аксијалног притиска. Дебљина обликоване чауре је 3 пута већа од сировог материјала.
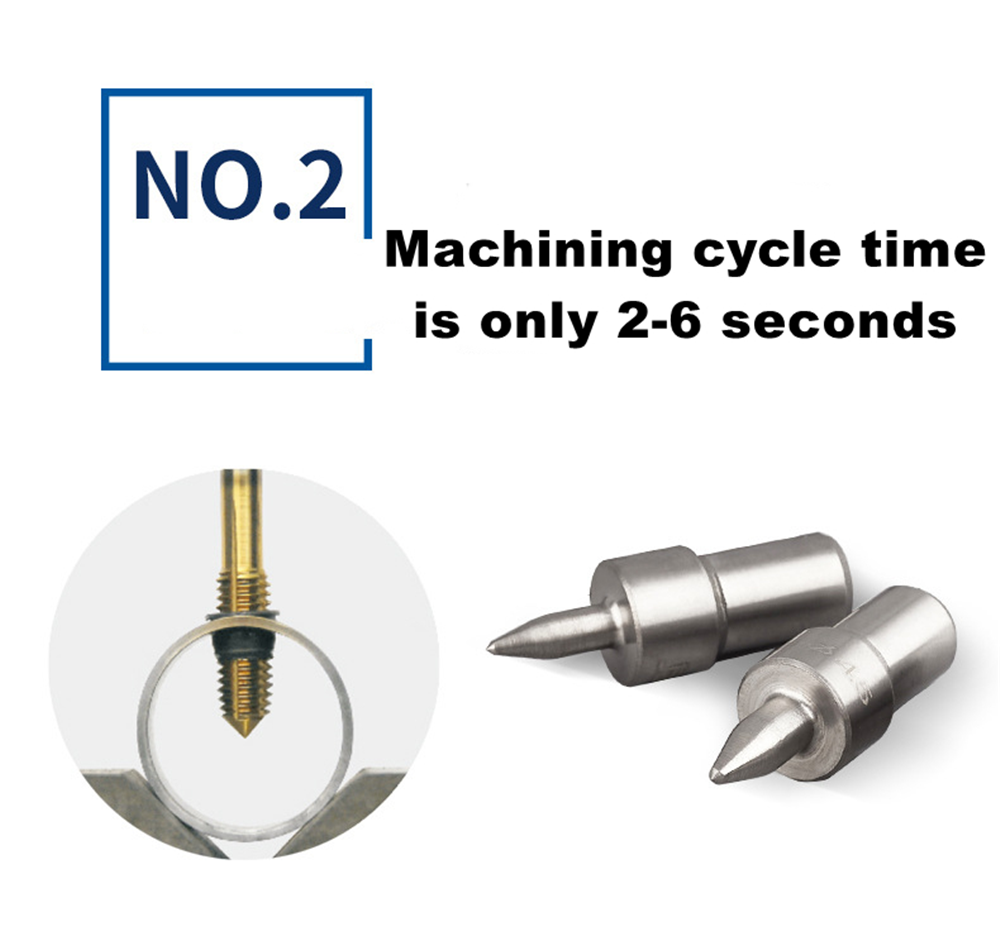
Други корак: навој се формира хладним екструзијом да би се произвели навоји високе прецизности, високог обртног момента и високе спецификације
| Бранд | Ксинфа | Цоатинг | No |
| Назив производа | Сет бургија за термичко трење | Тип | Равни/округли тип |
| Материјал | Царбиде Тунгстен | Користите | Бушење |
Феатуре



Мере предострожности за употребу бушилица за топљење
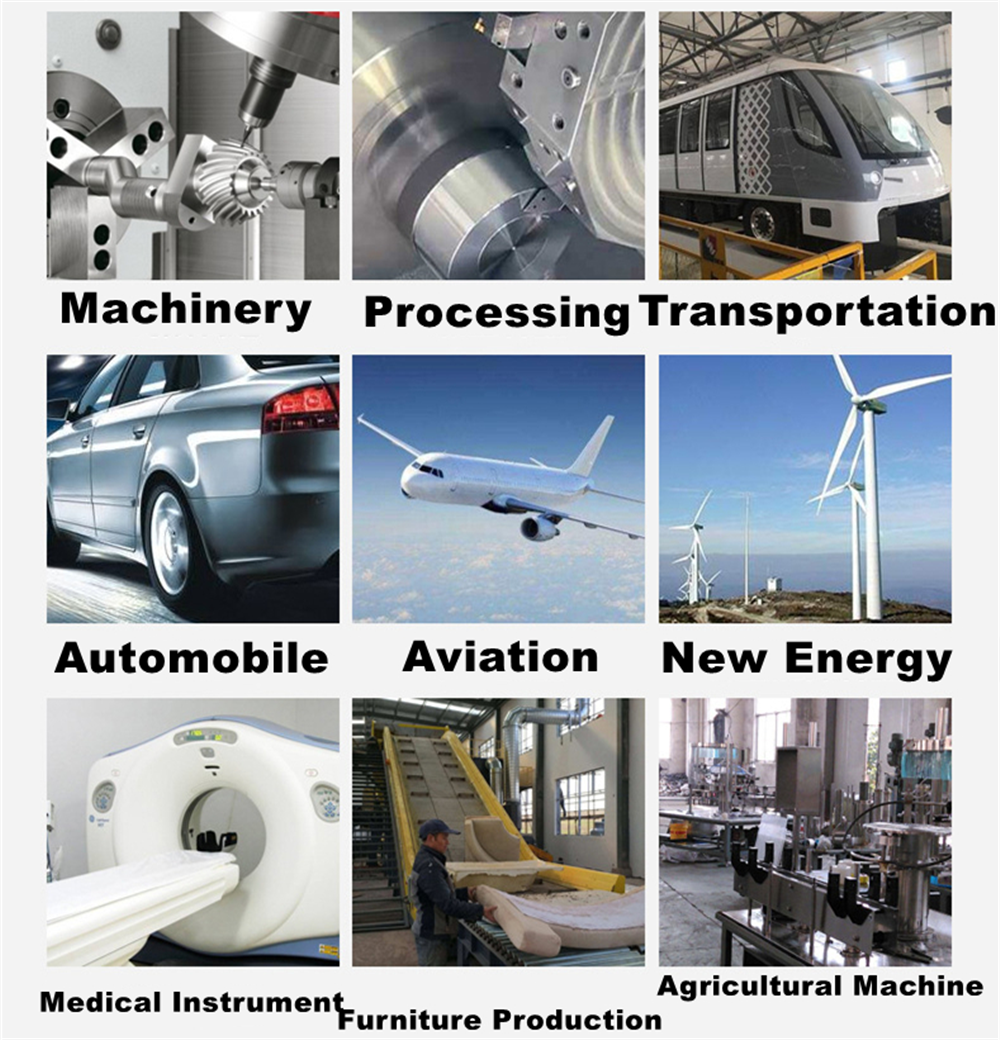
1. Материјал радног комада: бушилица за топљење је погодна за обраду различитих металних материјала пречника 1,8-32мм и дебљине зида од 0,8-4мм, као што су гвожђе, меки челик, нерђајући челик, титанијум, алуминијум, бакар, бакар, месинг (садржај Зн мањи од 40%), легура алуминијума (садржај Си мањи од 0,5%) итд. Што је материјал дебљи и тврђи, то је краћи век бушилице за топљење.
2. Хот-мелт паста: Када бушилица за топло топљење ради, тренутно се ствара висока температура од више од 600 степени. Специјална паста за топљење може продужити радни век бушилице за топљење, побољшати квалитет унутрашње површине цилиндра и произвести чист и задовољавајући облик ивице. Препоручује се додавање мале количине вруће пасте на алат за сваких 2-5 рупа избушених у обичном угљеничном челику; за радне комаде од нерђајућег челика, за сваку избушену рупу, ручно додајте топлу пасту; што је материјал дебљи и тврђи, то је већа учесталост додавања.
3. Држач и стезна глава бургије за топљење: Ако не постоји посебан хладњак, користите компримовани ваздух да се охлади.
4. Опрема машина за бушење: све док су разне машине за бушење, машине за глодање и обрадни центри одговарајуће брзине и снаге погодне за бушење вруће талине; Дебљина материјала и разлика у самом материјалу утичу на одређивање брзине ротације.
5. Префабриковане рупе: Претходно бушење мале почетне рупе, може се избећи деформација радног предмета. Префабриковане рупе могу смањити аксијалну силу и висину цилиндра, а такође могу произвести равнију ивицу на крајњем доњем крају цилиндра како би се избегла деформација савијања танкозидних (мање од 1,5 мм) радних комада.
6. Приликом урезивања користити уље за точење: препоручује се употреба екструзионих славина, које се не формирају резањем већ екструзијом, тако да имају високу затезну чврстоћу и вредност торзије. Такође је могуће користити обичне славине за сечење, али је лако сећи цилиндар, а пречник бушилице за топљење је другачији и потребно га је посебно направити.
7. Одржавање бушилице за вруће топљење: Након што се бушилица за вруће топљење користи неко време, површина ће се истрошити, а неке нечистоће вруће топљиве пасте или обрадака ће бити причвршћене за тело резача. Причврстите бушилицу за топљење на стезну главу струга или глодалице и избрусите је абразивном пастом. Не обраћајте пажњу на безбедност.
П1: Могу ли добити узорак за тестирање?
О: Да, можемо подржати узорак. Узорак ће бити наплаћен разумно према преговорима између нас.
П2: Могу ли да додам свој лого на кутије/картоне?
О: Да, ОЕМ и ОДМ су доступни код нас.
П3: Које су предности бити дистрибутер?
О: Специјални попуст Маркетиншка заштита.
П4: Како можете контролисати квалитет производа?
О: Да, имамо инжењере који су спремни да помогну клијентима у вези са проблемима техничке подршке, било каквим проблемима који могу настати током процеса понуде или инсталације, као и подршке након тржишта. 100% самоконтрола пре паковања.
П5: Могу ли да посетим вашу фабрику пре поруџбине?
О: Наравно, добродошли у посету фабрици.








